

聚四氟乙烯的成型需要专门的制造技术,因为它具有独特的 PTFE特性出于这个原因,压缩成型 PTFE 仍然是制造库存 Teflon 零件的一种实用且可行的选择。
因此,本指南探讨了特氟龙压缩成型工艺的所有基本方面。
什么是 PTFE 压缩成型?
压缩成型 PTFE 或 Teflon 涉及加工 热塑性聚合物在压力下加热,然后使材料受到压缩力以制成有用的零件。
通过压缩成型PTFE,您可以制作半成品或完整的产品。
您很快就会了解有关压缩成型工艺的更多信息。
大多数情况下,人们把PTFE简称为特氟龙。其实,特氟龙是杜邦公司的品牌名称。
模压聚四氟乙烯的优点

压缩成型之所以仍然是一种流行的PTFE制造工艺,原因有很多。其中一些原因如下:
- 由于均匀混合和融合,整个 PTFE 结构具有一致的特性
- 由于涉及的阶段较少,且减少了可能的 PTFE 材料浪费,因此具有成本效益
- PTFE 模塑部件具有灵活性,因为您可以生产多种尺寸和复杂形状
- 生产具有更好表面光洁度的 PTFE 部件
- 对于 PTFE 零件制造商来说,使用库存 Teflon 零件可以节省时间
压缩成型PTFE的局限性
尽管特氟龙压缩成型有很多优点,但必须考虑一些可能的局限性。您应该注意的关键问题包括:
- 生产模压PTFE原料时,生产速度相对较低。
- 机械设备初期成本高
除此之外,压缩成型仍然是所有特氟龙成型项目的完美解决方案。
选择用于压缩成型的 PTFE 材料等级
选择用于模压成型 PTFE 部件的材料至关重要。您应该考虑的关键因素包括:
- 成本 – 纯PTFE材料比机械级PTFE价格更高。同时,添加更多填料也会影响材料成本。
- 应用 添加填料或颜料可以改善PTFE的某些性能。例如,如果您想制造具有抗静电性能的PTFE零件,可以添加石墨。同时,石墨可以降低摩擦系数。
- 材料可用性 – 如果无法获得特定的 PTFE 等级,您可以寻找替代品,因为它们具有大多数共同的特性
话虽如此,让我们来看看压缩成型工艺的一些常见 PTFE 等级:
| PTFE材料等级 | 关键属性 |
| 纯聚四氟乙烯 | · 100%纯聚四氟乙烯
· 成本高昂 · 优异的化学和物理性能 |
| 机械级PTFE材料 | · 为再生 PFTE 材料
· 比纯 PTFE 更便宜 |
| 碳填充聚四氟乙烯 | · 卓越的抗压强度
· 承载能力 · 提高静电耗散性能 |
| 玻璃填充聚四氟乙烯 | · 提高耐久性和抗压强度
· 使 PTFE 的柔韧性降低 |
| 石墨填充聚四氟乙烯 | · 降低摩擦系数
· 提高热性能和电性能 · 适用于防静电PTFE应用 · 这是碳的一个例子 |
| 二硫化钼填充聚四氟乙烯 | · 提高刚度、硬度和耐化学性 |
| 青铜填充聚四氟乙烯 | · 改善热性能
· 减少冷流 · 提高耐磨性 |
| 云母填充聚四氟乙烯 | · 稳定聚四氟乙烯
· FDA 批准的产品,例如食品工业产品 |
笔记: 您可以根据压模 Teflon 部件的具体应用需求定制 PTFE。PTFE 部件具有化学惰性,因此与大多数填充材料兼容。
您可以在这里了解这些 PTFE 材料等级:
PTFE压缩成型机
PTFE模压成型机可以是单套设备,也可以是系列设备。在特定情况下,请选择高效、安全的设备。
您可以考虑用这些机器来生产 PTFE 成型部件:
- 液压压机 – 该机器由成型系统组成。借助压缩力和模具系统,机器可制造符合模具设计的PTFE零件。
- 烧结设备 – 它有助于烘烤/融合不同的 PTFE 颗粒,从而形成完整的特氟龙部件。
当然,您需要质量测试设备和配件来将 PTFE 切割成合适的尺寸。
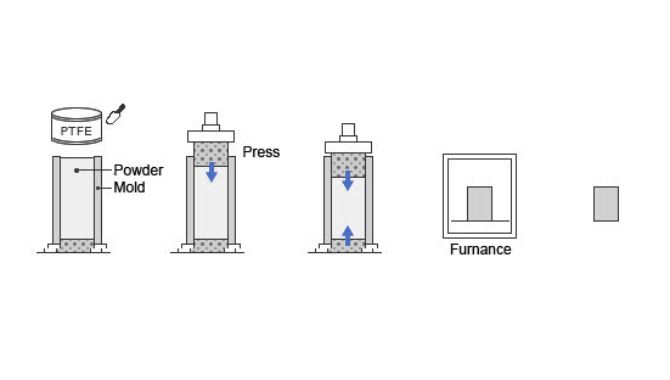
PTFE 压缩成型工艺流程
压缩成型是一个连续的过程,您必须遵循某些步骤才能获得高质量的PTFE成型部件。一些关键阶段可以概括如下:

步骤1:准备PTFE材料
您需要选择合适的PTFE材料等级。这取决于您要生产的产品类型。
继续通过制作均质粉末来准备材料。
第 2 步:设计工具系统
PTFE 压缩成型的工具系统可以是:
- 单腔——小规模生产常见
- 多腔体——大多数高容量生产工艺的通用设计
您需要设计一个与要制造的PTFE部件相似的模具。大多数情况下,模具由钢制成。
在压缩成型 Teflon 工具系统设计过程中,需要考虑以下因素:
- 收缩余量
- 频道
- 弹射机制
- 模具表面精加工
步骤3:预成型PTFE部件
在此阶段,您应该准备好PTFE材料和模具系统。接下来,将PTFE粉末倒入模具中,并在室温下施加适当的压缩力。
预成型 PTFE 零件时,您可以使用:
- 单轴压缩成型 – 在此过程中,PTFE 粉末将在一个方向上受到压缩力。大多数情况下,PTFE 粉末将进行垂直压缩成型。

- 等静压成型 – 在这里,您将对 PTFE 粉末施加几乎来自所有方向的力。也就是说,力可以是水平、垂直或交叉方向的。同时施加这些力,PTFE 粉末可以生产出具有高拉伸强度、零孔隙率和更佳结构性能的部件。

在该过程结束时,您将获得一个形状类似于最终产品的 PTFE 形状,为下一阶段做好准备。
在预成型 PTFE 期间,您需要大约 3000 至 4500 磅/平方英寸 (psi) 的压力大小。
步骤4:烧结PTFE预制件
烧结 PTFE 或烘烤 PTFE 需要将材料加热至合适的温度才能熔化。通常,PTFE 烧结温度约为 685°F 至 720°F,具体取决于 Teflon 材料的等级。
在PTFE烧结过程中,各种粉末颗粒会融合形成完整的固体部分。大多数情况下,烧结后的PTFE会在烧结室内停留1至3天,具体时间取决于Teflon材料的特性。
烧结后的PTFE部件需要冷却,以便进行其他工艺。您可以将成型的PTFE产品进行热压成型。也就是说,使用烧结技术,同时对冷却后的PTFE施加合理的压力,可以提高最终Teflon部件的质量。
简而言之,压缩成型 PTFE 部件非常简单,并且可以生产出公差严格的部件。
PTFE 注塑成型工艺与压缩成型工艺的比较
虽然注塑成型是适用于大多数橡胶和塑料的通用制造工艺,但它并不适用于加工PTFE或特氟龙。因此,模压成型特氟龙仍然是一种可行且实用的PTFE制造方法。
注塑成型不适合制造PTFE的原因是其熔点较高。即使高于熔点(约327°C),PTFE的流动特性仍然很差。因此,PTFE无法进行注塑成型。
PTFE 压缩成型部件示例
PTFE 压缩成型可生产成品零件或可用于其他工艺的部件。一些压缩成型的 Teflon 零件包括:
您可以进一步加工这些产品,制成不同的PTFE零件。PTFE零件种类繁多,数以千计。
让我们列举几个:
| PTFE 特定应用特性 | PTFE 压缩成型后的应用示例 |
| 低摩擦系数 | · 滚珠轴承
· 衬套 · 导轨 |
| 化学惰性 | · 化工行业的管道系统 |
| 耐高温(低温) | · 密封应用,如垫圈、O 形圈等
· 轴承 |
| 电绝缘 | · PTFE电缆护套 |
| 不粘性 | · 3D打印机中的PTFE管 |
| 安全性和FDA批准 | ·管装制药机械
· 洁净室处理用管 |
您可以了解更多 特氟龙/PTFE零件.
结论
由此可见,PTFE 模压成型在 Teflon 零件制造中起着至关重要的作用。为了确保 PTFE 成型工艺的成功,您需要必要的设备、选择优质的材料,并了解待生产零件的具体要求。
对于所有 PTFE 模制部件,HANSA 都是您值得信赖的合作伙伴 – 立即联系我们.
