

ポリテトラフルオロエチレンの成形には、その独特な性質のために特殊な加工技術が必要である。 PTFEの特性このため、PTFE の圧縮成形は、標準のテフロン部品を製造するための実用的かつ実行可能な選択肢であり続けます。
したがって、このガイドでは、テフロン圧縮成形プロセスのすべての基本的な側面について説明します。
PTFE 圧縮成形とは何ですか?
PTFEまたはテフロンの圧縮成形には、 熱可塑性ポリマー圧力をかけて加熱し、材料に圧縮力を加えて有用な部品を作ります。
PTFE を圧縮成形することで、半製品または完成品を製造できます。
圧縮成形プロセスについては、後ほど詳しく説明します。
多くの場合、PTFEはテフロンと呼ばれます。テフロンはデュポン社のブランド名です。
成形PTFEの利点

圧縮成形がPTFE製造プロセスとして依然として人気がある理由は数多くあります。その理由のいくつかを以下に示します。
- 均一な混合と融合によりPTFE構造全体にわたって一貫した特性を実現
- 工程数が少なく、PTFE材料の無駄が減るため、コスト効率が高い
- PTFE成形部品に関しては、さまざまなサイズや複雑な形状を製造できるため、柔軟性があります。
- 表面仕上げの優れたPTFE部品を製造
- PTFE部品メーカーにとって、在庫のテフロン部品を使用すると時間を節約できます。
圧縮成形PTFEの限界
テフロン圧縮成形には多くの利点がありますが、いくつかの制限事項を考慮することが重要です。特に注意すべき点としては、以下のようなものがあります。
- 成形された PTFE ストックを製造する場合、生産速度は比較的低くなります。
- 機械設備の初期コストが高い
これら以外にも、圧縮成形はすべてのテフロン成形プロジェクトに最適なソリューションです。
圧縮成形用PTFE材料グレードの選択
圧縮成形用PTFE部品の材料選定は非常に重要です。考慮すべき重要な要素には以下が含まれます。
- 料金 – バージンPTFE材料は機械グレードPTFEよりも高価です。また、充填剤を多く添加すると材料コストに影響します。
- 応用 充填剤や顔料を添加すると、PTFEの特定の特性が向上します。例えば、帯電防止機能を備えたPTFE部品を製造したい場合は、グラファイトを添加すると効果的です。グラファイトは同時に摩擦係数を低下させます。
- 材料の入手可能性 – 特定のPTFEグレードが入手できない場合は、ほとんどの特性が共通しているため代替品を探します。
それでは、圧縮成形プロセスで使用される一般的な PTFE グレードをいくつか見てみましょう。
| PTFE材料グレード | 主な特性 |
| バージンPTFE | · 100%純粋ポリテトラフルオロエチレンです
· 高価 · 優れた化学的・物理的特性 |
| 機械グレードPTFE素材 | · 再処理されたPFTE材料です
· バージンPTFEよりも手頃な価格 |
| カーボン充填PTFE | · 優れた圧縮強度
· 耐荷重性 · 静電気拡散性の向上 |
| ガラス充填PTFE | · 耐久性と圧縮強度を向上
· PTFEの柔軟性を低下させる |
| グラファイト充填PTFE | · 摩擦係数を下げる
· 熱特性と電気特性を向上 · 帯電防止PTFE用途に適しています · これは炭素の例である |
| 二硫化モリブデン充填PTFE | · 剛性、硬度、耐薬品性が向上します |
| ブロンズ充填PTFE | · 熱特性の改善
· 冷気流を低減 · 耐摩耗性の向上 |
| マイカ充填PTFE | · PTFEを安定化させる
· 食品業界で使用されるFDA承認製品 |
注記: 圧縮成形されたテフロン部品に求められる特定の用途の要件に応じて、PTFEをカスタマイズできます。PTFEは化学的に不活性であるため、ほとんどの充填材と互換性があります。
これらの PTFE 材料グレードについては、以下を参照してください。
PTFE圧縮成形機
PTFE圧縮成形機は、1セットまたはシリーズ単位で構成できます。必要に応じて、効率的で安全な機械をお選びください。
PTFE 成形部品には以下の機械をご検討ください。
- 油圧圧縮プレス この機械は成形システムで構成されています。圧縮力とツールシステムを利用して、金型設計に沿ったPTFE部品を製造します。
- 焼結装置 – さまざまな PTFE 粒子を焼き付け/融合して、完全なテフロン部品を形成します。
もちろん、PTFE を適切なサイズに切断するには、高品質のテスト機器とアクセサリが必要です。
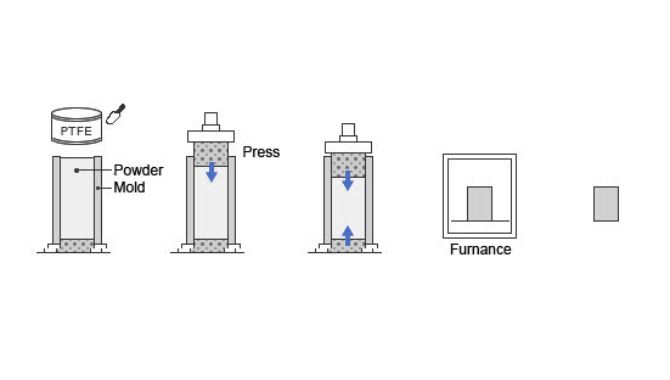
PTFE圧縮成形プロセスのステップバイステップ
圧縮成形は、高品質なPTFE成形部品を得るために特定の手順を踏む必要がある連続的なプロセスです。主な工程は以下のようにまとめられます。

ステップ1:PTFE材料の準備
製造したい製品の種類に応じて、適切なPTFE材料グレードを選択してください。
均質な粉末を作って材料を準備してください。
ステップ2: ツールシステムの設計
PTFE 圧縮成形用のツール システムは次のいずれかになります。
- シングルキャビティ - 小規模生産に一般的です
- マルチキャビティ - ほとんどの高容量生産プロセスに共通する設計
製造したいPTFE部品の形状に合わせて金型を設計します。ほとんどの場合、金型は鋼鉄製です。
圧縮成形テフロンツールシステムの設計では、次の点を考慮することが重要です。
- 収縮率
- チャンネル
- 排出機構
- 金型の表面仕上げ
ステップ3:PTFE部品の予備成形
この段階では、PTFE材料と金型システムの両方が準備できているはずです。次に、PTFE粉末を金型に流し込み、室温で適切な圧縮力を加えます。
PTFE 部品を成形する場合、次のいずれかを使用できます。
- 単軸圧縮成形 この工程では、PTFE粉末に一方向の圧縮力を加えます。多くの場合、PTFEは垂直方向の圧縮成形で成形されます。

- 等方圧縮成形 – ここでは、PTFE粉末にほぼあらゆる方向から力を加えます。つまり、力は水平方向、垂直方向、または横方向から加えることができます。PTFE粉末にこれらの力を加えることで、高い引張強度、ゼロ気孔率、そして優れた構造を備えた部品を同時に製造できます。

このプロセスが終了すると、最終製品の形状に似た PTFE 形状が得られ、次の段階に進む準備が整います。
PTFE を成形する際には、1 平方インチあたり約 3000 ~ 4500 ポンド (psi) の圧力が必要になります。
ステップ4:PTFEプリフォームの焼結
PTFEの焼結、または焼き入れには、材料を適切な溶融温度にさらす必要があります。通常、PTFEの焼結温度は、テフロン材料のグレードに応じて約200℃から320℃です。
PTFE焼結プロセスでは、様々な粉末粒子が融合し、完全な固体部を形成します。焼結されたPTFEは、テフロン材料の特性に応じて、ほとんどの場合、1~3日間焼成チャンバー内に保持されます。
焼結したPTFE部品を冷却し、他の工程に備えます。成形したPTFE製品は、ホットコイニング加工が可能です。つまり、冷却したPTFEに適度な圧力をかけながら焼成することで、最終的なテフロン部品の品質を向上させることができます。
つまり、PTFE 部品の圧縮成形は簡単で、厳しい公差を持つセクションを製造できます。
PTFE射出成形プロセスと圧縮成形プロセスの比較
射出成形はほとんどのゴムやプラスチックに汎用的な製造プロセスですが、PTFEやテフロンには適していません。そのため、テフロンの圧縮成形は依然として有効かつ実用的なPTFE製造方法となっています。
PTFEの射出成形が適さない理由は、その融点の高さにあります。融点(約327℃)を超えても、PTFEは流動性が低下します。そのため、PTFEの射出成形は不可能となります。
PTFE圧縮成形部品の例
PTFE圧縮成形では、完成品または他の工程に使用できる部品を製造します。圧縮成形されたテフロン部品には、以下のものがあります。
- PTFE成形ロッド
- PTFE成形チューブ
- 成形PTFEシート
- 成形PTFEパイプ
- 成形PTFEプレートなど
製品をさらに加工することで、様々なPTFE部品を作ることができます。PTFE部品の種類は数千種類あります。
いくつか例を挙げてみましょう:
| 特定の用途におけるPTFEの特性 | PTFE圧縮成形後の応用例 |
| 低い摩擦係数 | · ボールベアリング
· ブッシング · ガイドレール |
| 化学的に不活性 | · 化学産業における配管システム |
| 温度耐性(低温および高温) | · ガスケット、Oリングなどのシール用途
· ベアリング |
| 電気絶縁 | · PTFEケーブルシース |
| 非粘着性 | · 3DプリンターのPTFEチューブ |
| 安全性とFDA承認 | ·チューブ製薬機械
· クリーンルーム処理用チューブ |
詳細については、 テフロン/PTFE部品.
結論
ご覧のとおり、PTFE圧縮成形はテフロン部品の製造において重要な役割を果たします。PTFE成形プロセスを成功させるには、必要な設備、高品質の材料の選択、そして製造したい部品の具体的な要件を把握する必要があります。
PTFE成形部品のすべてにおいて、HANSAは信頼できるパートナーです。 今すぐお問い合わせください.
